沈陽諾德爾自動化科技有限公司
Shenyang Ndeer Automation Technology Co., Ltd
Shenyang Ndeer Automation Technology Co., Ltd

聯系人:謝經理
手 機:18640057795(v同步)
郵 箱:xs@syndeer.com
地 址:http://m.aafh6.cn
網 址:沈陽市沈河區長青街35號

板帶處理產品(如冷軋板帶、熱軋板帶、鍍層板帶等)的液壓系統是其生產線上的核心動力與控制單元,負責驅動設備執行機構(如軋輥、卷取機、矯直機、剪切機等)的精確動作,保障板帶的尺寸精度、表面質量和生產效率。
一、板帶處理液壓系統的構成
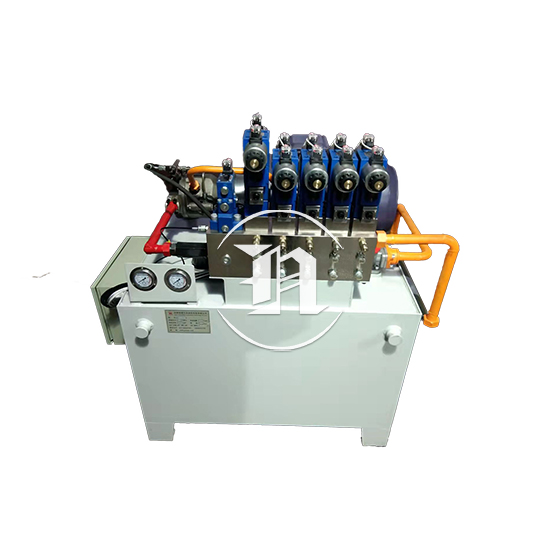
板帶處理線的液壓系統通常由動力源、執行元件、控制元件、輔助元件四大部分組成,各部分協同實現力、速度、位置的精確控制:
動力源
主要包括液壓泵組(如軸向柱塞泵、齒輪泵)、驅動電機、油箱、冷卻器、過濾器等。
功能:將機械能轉化為液壓能,為系統提供高壓油液(工作壓力通常在 10-31.5MPa),并通過冷卻、過濾保證油液清潔度(一般要求 NAS 7-9 級)。
執行元件
包括液壓缸(如雙作用活塞缸、柱塞缸)和液壓馬達,是系統的 “動力輸出終端”。
應用場景:
軋機的輥縫調整(液壓缸驅動壓下裝置);
卷取機的張力控制(液壓馬達驅動卷筒);
剪切機的刀片開合(液壓缸提供剪切力)。
控制元件
核心是各類液壓閥,按功能可分為:
壓力控制閥:溢流閥、減壓閥、比例壓力閥(控制系統壓力,如軋機負載壓力);
流量控制閥:節流閥、比例流量閥(控制執行元件速度,如板帶輸送速度);
方向控制閥:電磁換向閥、電液換向閥(控制油液流向,實現動作切換);
伺服閥 / 比例閥:高精度控制(如板形控制中的微調液壓缸,響應時間可達毫秒級)。
輔助元件
包括油管(高壓無縫鋼管或軟管)、管接頭、蓄能器(吸收壓力脈動、應急補油)、壓力表、液位計、空氣濾清器等,保障系統穩定運行。

二、核心功能與典型應用場景
板帶處理的核心需求是高精度控制(如板厚公差 ±0.01mm)和高穩定性(避免斷帶、跑偏),液壓系統的功能直接服務于這些需求:
張力控制
在酸洗、軋制、鍍鋅等工序中,需通過卷取機 / 開卷機的液壓馬達或液壓缸提供穩定張力(通常 5-30kN),防止板帶褶皺或拉伸變形。
控制方式:通過比例閥調節液壓馬達轉速,結合張力傳感器反饋實現閉環控制。
輥縫與壓力控制
冷軋機中,液壓壓下系統通過液壓缸實時調整軋輥間距(輥縫),結合壓力傳感器精確控制軋制力(可達數千噸),保證板帶厚度均勻。
例如:四輥軋機的工作輥和支撐輥均由液壓系統驅動,響應速度需滿足板帶高速軋制(1000m/min 以上)的動態調整需求。
板形控制
針對板帶 “浪形”(如邊浪、中浪),通過分布在軋輥內部的液壓彎輥缸(或竄輥機構)施加側向力,調整軋輥撓度,改善板形。
高精度伺服閥在此類控制中起關鍵作用,控制精度可達 ±0.001mm。
快速響應與安全保護
當出現斷帶、跑偏等故障時,液壓系統需通過安全閥快速卸壓,或通過緊急制動缸停止設備運行,避免事故擴大。
三、關鍵技術特點
板帶處理液壓系統與普通工業液壓系統相比,具有以下特殊要求:
高動態響應
板帶高速運行(如冷軋線速度達 2000m/min)時,液壓閥的響應時間需<50ms,確保實時修正偏差(如輥縫補償、張力波動)。
抗污染能力強
板帶處理環境多粉塵、水汽(如酸洗線的酸霧),液壓油易受污染,需通過多級過濾(吸油過濾 + 高壓過濾 + 回油過濾)和定期換油(通常每 6-12 個月)保障系統壽命。
節能與降噪
采用負載敏感泵(僅輸出實際需求流量)替代定量泵,降低能耗;通過消聲器、隔振墊減少泵組噪音(控制在 85dB 以下)。
智能化監控
集成傳感器(壓力、溫度、流量)和 PLC 控制系統,實時監測油液狀態(如溫度>60℃報警)、元件故障(如泵組振動異常),實現 predictive maintenance(預測性維護)。